在化工厂的日常管理中,最让生产负责人头疼的往往不是技术难题,而是不知道“设备到底跑得怎么样”。反应釜的搅拌电流是否异常?机泵的振动值有没有超标?储罐的液位数据是否准时传回中控室?这些看似基础的问题,恰恰是化工企业安全事故、非计划停机和物料浪费的根源。本文不聊大词,直接回答一个具体问题:化工行业设备数据采集到底怎么落地,才能帮企业堵住管理漏洞?

一、化工企业设备数据采集的三大真实痛点
在讨论解决方案之前,先明确“要解决什么”。根据大量现场调研,化工企业在设备数据采集层面普遍卡在以下三个环节:
老旧设备“哑设备”问题突出:很多化工产线服役超过10年,现场仪表、电机、阀门等设备缺乏数字接口,甚至没有传感器。操作工只能靠听、摸、看,用纸质表格记录巡检结果,数据滞后且易出错。
多品牌、多协议设备“各自为政”:一个车间里可能同时有国产PLC、进口变频器、第三方温控模块,它们使用的通信协议(Modbus RTU、Modbus TCP、OPC UA、4-20mA模拟量等)互不兼容。IT和OT团队经常因为“数据接不上”而相互推诿。
数据“采了不用”,价值闭环缺失:部分企业已经部署了SCADA或DCS系统,但数据仅仅用于中控室实时监控,没有被归档、分析,更无法与MES、ERP系统联动。设备报警响了,人工确认后没有后续改进措施,久而久之系统就成了摆设。
针对以上痛点,一套真正可落地的化工行业设备数据采集方案,必须同时解决“怎么采、怎么传、怎么用”三个层次的问题。
二、核心思路:三层架构实现化工设备数据全连接
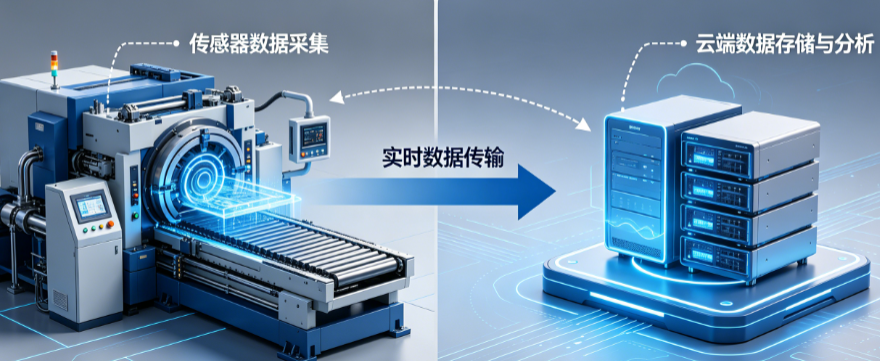
我们的方案不追求“一步到位上工业互联网平台”,而是采用“边缘层+汇聚层+应用层”的三层递进架构,让化工企业可以按车间、按产线分批改造,降低一次性投入风险。
1. 边缘层:让哑设备“开口说话”
针对老旧设备,核心手段是加装智能采集终端。这类终端支持多种输入方式——既可以接入4-20mA或0-10V的模拟量传感器(如压力、温度、液位),也可以直接与PLC的RS485/RS232串口对接,通过Modbus RTU协议读取寄存器数据。对于变频器、软启动器等智能设备,则直接通过其自带的通信端口进行数据抓取。
关键动作:不需要替换设备本体,只需要在设备旁并联一个采集盒,就能把振动、电流、温度、转速等关键参数数字化。一套采集盒通常可以覆盖8-32个数据点,适合反应釜、机泵、压缩机组等核心设备。
2. 汇聚层:打通协议壁垒,统一数据格式
数据从设备端出来后,会面临不同协议格式的“巴别塔”问题。在汇聚层,方案采用工业边缘网关。这类网关内置了常见协议转换引擎(如Modbus TCP转OPC UA、MQTT),能够将车间内所有异构设备的数据统一成标准格式(JSON或XML),再通过TCP/IP网络上传。
这里有一个容易被忽略的细节:化工现场常有防爆要求,所以汇聚层设备必须支持本安型或隔爆型设计,且具备耐高温、耐腐蚀的壳体。方案中选用的边缘网关均满足相关防爆等级认证,可直接安装在Zone 1或Zone 2危险区。
3. 应用层:数据不再“沉睡”
数据汇聚到平台后,需要解决“怎么用”的问题。应用层包含三个核心模块:
实时监控与预警:通过组态画面展示设备运行状态,设定多级报警阈值(如电机电流超过额定值120%触发黄色预警,超过150%触发红色报警并自动推送短信给值班人员)。
设备综合效率(OEE)分析:自动计算每台设备的利用率、性能稼动率和良品率,生成班组、车间级的效率排行榜。
数据回传至MES/ERP:通过REST API或数据库直连,将设备状态、产量、能耗等数据写入企业已有管理系统,实现生产计划的自动排程和物料消耗的动态核算。
三、可操作的执行流程:从调研到上线只需4步
为了让读者清晰了解落地路径,将实施过程拆解为四个可直接操作的步骤:
第一步:现场调研与点位确认(1-2周)技术团队进入车间,逐一确认需要采集数据的设备型号、现有接口类型、通信协议、防爆等级要求。同时与仪表工、操作班长沟通,明确哪些数据是“必须采的”(如反应釜温度、压力),哪些是“可选采的”(如机泵润滑油位)。最终形成一份《数据采集点位清单》。
第二步:硬件部署与接线(1-3天/车间)根据点位清单,在设备旁安装智能采集终端,并接入传感器或PLC通信线缆。所有接线遵循化工行业布线规范,信号线采用屏蔽双绞线,电源线单独走管,避免强电干扰。边缘网关安装在现场防爆箱内或中控室机柜。
第三步:网络配置与协议调试(1-2天)现场工程师通过笔记本电脑连接边缘网关,配置IP地址、子网掩码,并逐一对每个设备进行协议测试。关键验证项:数据读取频率(建议1-5秒/次)、数据完整性(无丢包)、延迟时间(本地局域网延迟应小于50ms)。
第四步:平台上线与报警规则设定(3-5天)将汇聚后的数据接入应用平台,创建车间级监控大屏。与工艺工程师共同设定每个参数的报警上下限和延时确认时间(防止误报)。最后进行72小时连续运行测试,确认系统稳定性后交付使用。
四、适用场景:这四类化工企业最适合先改造
并不是所有化工企业都需要一次性全厂改造。根据经验,以下四类场景的投入产出比最高:
间歇式反应车间:需要频繁切换工艺配方,对温度、压力、加料速度的实时控制要求高,数据采集后能显著减少批次不合格率。
动设备密集区域:如压缩机组、离心机群、大型泵站,振动和温度数据是预测性维护的基础,能有效避免非计划停机。
危化品储运区:储罐液位、可燃气体浓度、紧急切断阀状态需要7×24小时不间断监控,传统人工巡检无法满足频次要求。
老旧产线数字化升级:企业已有DCS或PLC系统,但数据未接入上层管理平台,通过边缘网关即可低成本打通数据孤岛。
五、预期效果与注意事项
预期效果(基于多个类似项目的实际反馈)
设备故障响应时间从小时级缩短至分钟级,报警信息直达责任人手机。
因参数超限导致的物料浪费减少约15%-25%,具体数值取决于车间管理水平。
巡检人员纸质记录工作量降低60%以上,可将精力转向设备状态分析和预防性维护。
OEE数据自动生成,为生产排产和绩效考核提供客观依据。
必须注意的五个关键点
防爆合规是底线:所有在危险区域部署的硬件必须提供防爆合格证,严禁使用非防爆设备替代。
数据安全不能忽视:建议在边缘网关层面启用数据加密传输(TLS 1.2或更高),并设置访问白名单,防止OT网络被非法入侵。
不要追求“全量采集”:每个数据点都意味着硬件成本和维护工作量。建议遵循“二八原则”,先采集影响安全和质量的20%关键参数,后续按需扩展。
协议兼容性需现场验证:即使设备手册标注支持Modbus协议,实际现场可能因固件版本差异导致读取异常。建议在采购前提供设备型号给技术团队做兼容性测试。
人员培训要同步:系统上线后,需要安排至少2次现场培训,让操作工和维修工理解报警含义和基本处置流程,避免“新系统来了,旧习惯不改”的尴尬。
化工行业设备数据采集不是一项“买了设备就能自动变好”的工作,它需要结合现场工艺、设备现状和管理目标进行针对性设计。本文提供的三层架构和四步执行流程,已经在多家化工企业的反应车间、储运罐区和动力站得到验证。如果您正在为“设备数据看不见、管不住”而烦恼,不妨从一条产线或一类设备开始试点,让数据真正成为化工安全生产和精益运营的基石。






































 智能称重系统案例
智能称重系统案例
 设备全生命周期管理案例
设备全生命周期管理案例
 工业数据采集与设备监控案例
工业数据采集与设备监控案例
 装备制造行业设备联网解决方案:破解生产数据孤岛难题
装备制造行业设备联网解决方案:破解生产数据孤岛难题 五金加工设备联网,老旧机床加装采集模块后多久回本
五金加工设备联网,老旧机床加装采集模块后多久回本 五金加工车间设备监控如何破解凌晨三点突发停机难题?
五金加工车间设备监控如何破解凌晨三点突发停机难题? 家电制造行业设备联网:怎样提升生产效率与产品质量?
家电制造行业设备联网:怎样提升生产效率与产品质量?